Để cải thiện việc trao đổi khí trong xy-lanh, động cơ cũng được trang bị hai hoặc ba xu-páp nạp cùng với một hoặc hai xu-páp thải.
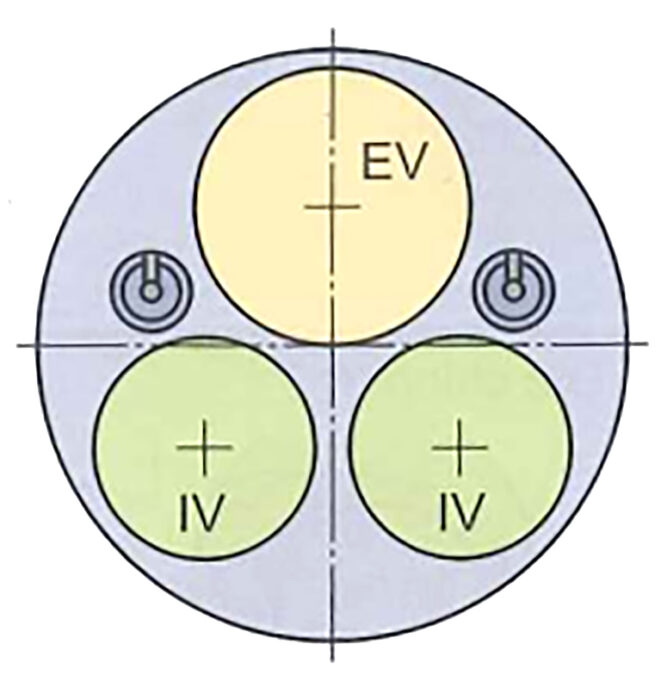
3 xu-páp: 2 xu-páp nạp nằm đối diện 1 xu-páp thải có kích thước lớn hơn. Nếu không thể bố trí bugi ở vị trí trung tâm, việc đánh lửa kép được thực hiện với 2 bugi được bố trí lệch tâm. Qua đó hỗn hợp nhiên liệu cháy trọn vẹn hơn gần cạnh piston và bờ chắn lửa. Một trục cam chung điều khiển các xu-páp.
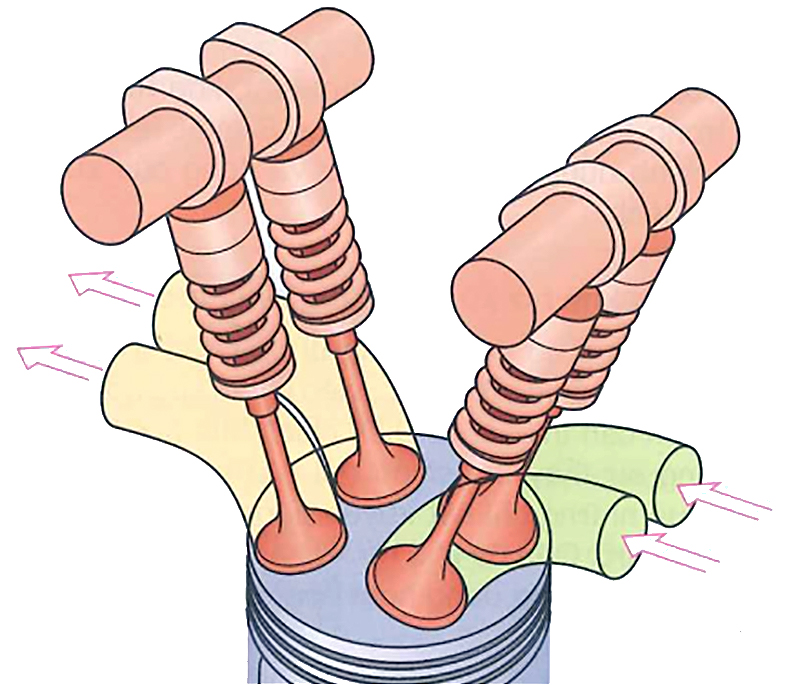
4 xu-páp: Được sử dụng thường xuyên nhất trong động cơ với kỹ thuật nhiều xu-páp. Hai xu-páp nạp, thường có kích thước lớn hơn, nằm đối diện với hai xu-páp thải. Bugi có thể được bố trí gần như ở trung tâm. Cần một trục cam riêng biệt cho mỗi nhóm xu-páp nạp và xu-páp thải.
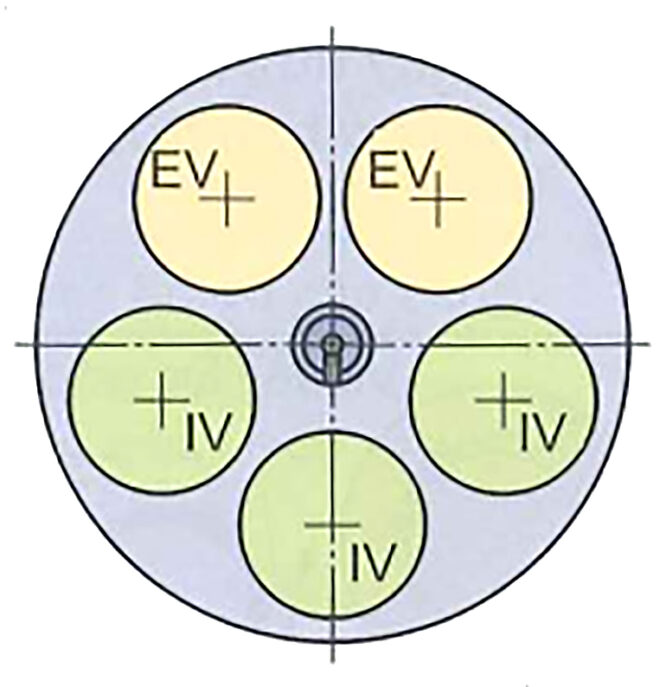
5 xu-páp: 3 xu-páp nạp và 3 xu-páp thải cung ứng tiết diện dòng chảy tối đa. Bugi thường được bố trí ở trung tâm. Trục cam nạp kích hoạt 3 xu-páp nạp và trục cam thải kích hoạt 2 xu-páp thải.
Cấu tạo hệ thống xu-páp
Xu-páp:
Ta phân biệt xu-páp nạp và xu-páp thải. Đường kính của đĩa xu-páp và độ nâng xu-páp phải đủ lớn để có thể trao đổi lượng khí nhiều nhất mà không bị cản trở. Xu-páp thải thường có đường kính nhỏ hơn xu-páp nạp vì áp suất của khí thải còn cao khi xu-páp thải mở ra, bảo đảm việc thoát hết khí nhanh khỏi buồng đốt.
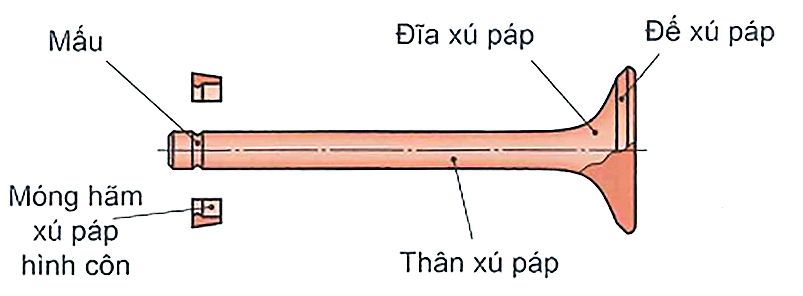
Cấu tạo (Hình dưới). Xu-páp gồm có đĩa xu-páp và thân xu-páp. Đĩa xu-páp cùng đế xu-páp trong đầu xy-lanh có nhiệm vụ bít kín buồng đốt. Đuôi xu-páp có một mấu hoặc nhiều rãnh, nơi lắp móng hãm xu-páp hình côn. Những móng hãm này được những lò xo xu-páp ép vào mẫu hoặc rãnh của đuôi xu-páp.
Ứng lực. Xu-páp phải chịu ứng lực rất cao. Chúng được nâng lên khoảng 4.000 lần/phút và bị đập lại lên đế xu-páp bởi tác động của những lò xo xu-páp. Thân và đuôi xu-páp bị hao mòn do ma sát.
Xu-páp nạp: dù được làm mát thường xuyên nhờ khí sạch, nhưng chúng cũng có thể phải chịu một nhiệt độ đến 500 °C.
Xu-páp nạp thường là xu-páp kim loại đơn. Để giảm hao mòn, đế xu-páp, thân xu-páp, mấu cho móng hãm và mặt phẳng nơi đuôi xu-páp có thể được sản xuất bằng phương pháp tôi luyện.
Xu-páp thải: Chúng chịu ứng lực nhiệt do khí xả nóng (nơi đầu xu-páp đến 900 °C) và do ăn mòn hóa học nên xu-páp xả thường được sản xuất dưới dạng xu-páp lưỡng kim. Thép chịu nhiệt, chống ăn mòn và chống rỉ sét ở nhiệt độ cao thường được sử dụng cho đầu xu-páp và phần dưới của thân xu-páp, là những nơi chịu tác động chủ yếu của khí xả nóng. Loại thép này không tôi luyện được, tính trượt kém, có khuynh hướng bó kẹt trong ống dẫn hướng xu-páp và dẫn nhiệt kém. Còn phần trên của thân là thép tôi cứng được với tính dẫn nhiệt tốt. Hai phần này được kết dính lại, thí dụ qua hàn ma sát.
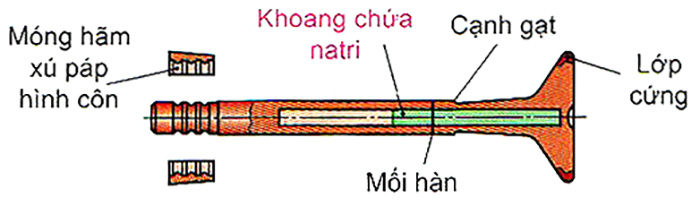
Xu-páp rỗng (Hình trên): Là xu-páp xả có thân rỗng chứa đến 60% natri để cải thiện việc thoát nhiệt. Natri nóng chảy ở nhiệt độ khoảng 97 °C và có tính dẫn nhiệt tốt. Do chuyển động qua lại của natri lỏng nên nhiệt được dẫn nhanh từ đĩa xu-páp đến thân xu-páp, qua đó nhiệt độ của đĩa xu-páp được giảm khoảng 100 °C. Đĩa xu-páp thường được mạ cứng (Hình trên), thí dụ với kim loại cứng, để giảm hao mòn và ngăn ngừa vỡ mặt đế xu-páp.
Xem thêm:
Cơ cấu phối khí: Tổng quan
Cơ cấu phối khí: Cấu tạo hệ thống xu-páp
Cơ cấu phối khí: Khe hở xu-páp
Cơ cấu phối khí: Rãnh và lò xo xu-páp