Kiểm soát dung sai trọng lượng: Khi thay thế thanh truyền hay piston, lưu ý linh kiện thay thế phải có cùng trọng lượng để lực quán tính không cân bằng không ảnh hưởng đến chuyển động của động cơ. Dung sai trọng lượng cho phép của linh kiện (piston + thanh truyền) được nhà sản xuất quy định trước. Trọng lượng dư phải được mài bỏ nơi đầu to của thanh truyền.
Các phương pháp lắp ráp:
Lắp tự do: Khi chốt piston trong bạc lót thanh truyền và trong piston được lắp tự do, phải chú ý đến việc lắp ráp khóa chốt piston cho đúng (xem Chỉ dẫn cơ xưởng – Lắp ráp Piston).
Lắp trượt hay lắp ép: Nếu chốt piston trong piston được lắp trượt hay lắp ép cố định, piston trước khi lắp ráp phải được làm nóng lên 80 °C, thí dụ trong bể dầu. Khi đẩy chốt lạnh được bôi dầu vào trong piston (đã làm nóng), lỗ bệ chốt và bạc thanh truyền được định tâm với một chốt dẫn hướng, qua đó chốt piston được đẩy vào nhanh chóng và không bị cố định quá sớm trong piston (do piston hạ nhiệt, co lại và bóp chặt vào chốt).
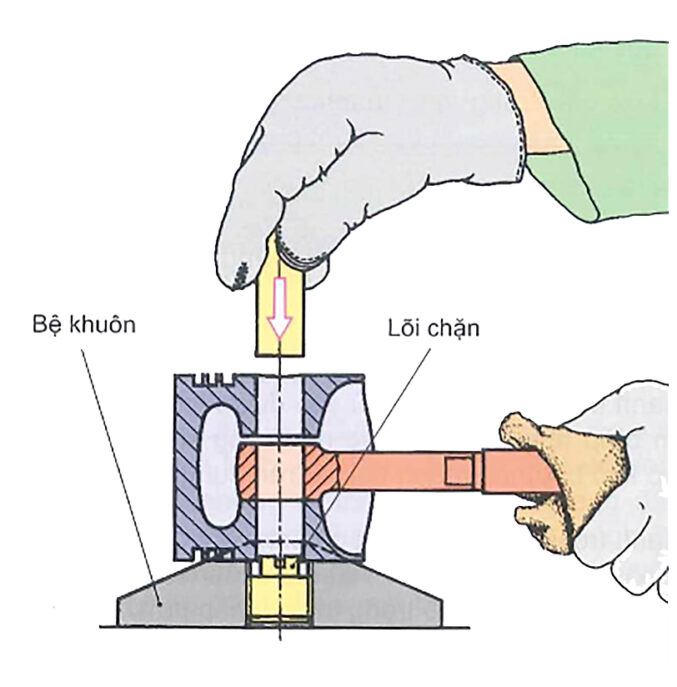
Lắp ép nóng: Nếu chốt piston được ráp vào trong thanh truyền bằng cách lắp ép nóng qua những bước sau đây:
- Thanh truyền được làm nóng lên khoảng 280 °C đến 320 °C (nhiệt độ cần được kiểm soát).
- Để việc lắp ráp dễ dàng, chốt piston được làm lạnh với đá khô hay trong tủ đông đá, qua đó đường kính co nhỏ lại.
- Piston được đặt đồng tâm lên một bệ khuôn với lõi chặn một cách cẩn thận.
- Đầu nhỏ của thanh truyền, đã làm nóng, được đặt vào đồng tâm.
- Chốt piston lạnh được đưa vào qua lỗ chốt trên đến tận thanh truyền.
- Chốt được đẩy nhanh vào một lần đến khi chạm lõi chặn (vị trí cuối).
Lắp ráp thanh truyền và trục khuỷu: Thanh truyền gắn trên chốt khuỷu phải có độ hở ngang để sai lệch do giãn nở nhiệt của trục khuỷu và vỏ hộp trục khuỷu có thể được cân bằng. Bu lông thanh truyền, thông thường là bu lông dự ứng lực, được vặn với một cần siết lực đến trị số mô-men xoắn do nhà sản xuất quy định.