Kiểm soát đường kính piston và độ hở lắp ráp
Nhà sản xuất piston cung cấp piston sẵn sàng lắp ráp có đường kính trục lớn nhất (đường kính piston) khắc trên đỉnh piston theo mm, thí dụ 84,00. Đường kính này được đo ở cuối thân, vuông góc với trục chốt.
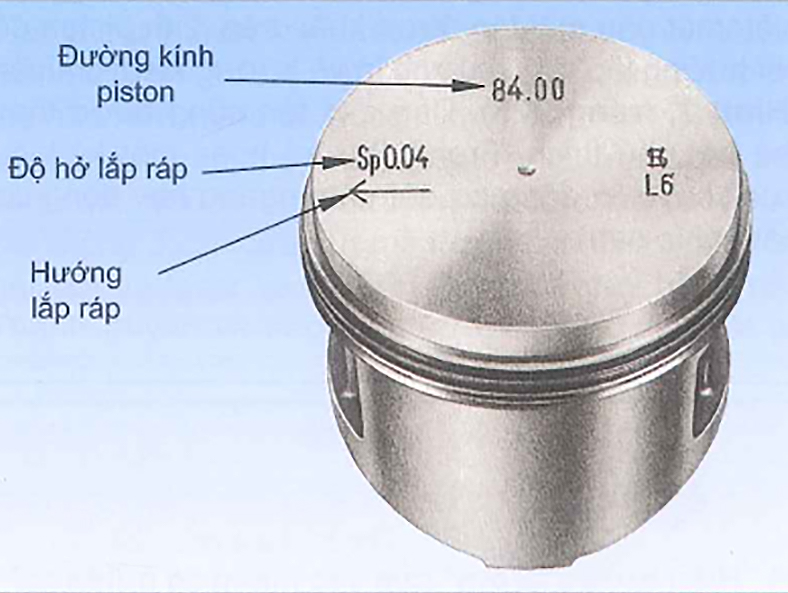
Độ hở lắp ráp cũng được khắc trên đỉnh piston, thí dụ 0,04, cho biết độ chênh lệch giữa đường kính xy-lanh và đường kính piston theo mm ở nhiệt độ 20 độ C (nhiệt độ phòng).
Đường kính piston + Độ hở lắp ráp = Đường kính xy-lanh
Kích thước mài rộng ở xy-lanh được xác định tùy theo loại cấu tạo, 4 kích thước với độ dôi tăng dần lên mỗi lần là 0,5 mm được áp dụng cho mỗi xy-lanh (cho xy-lanh xe gắn máy kích thước độ dôi tăng lên mỗi lần là 0,25 mm). Tương ứng có bốn piston với kích thước có độ dôi.
Lắp ráp vòng xéc măng
Vòng xéc măng thường được cung cấp lắp sẵn vào piston. Nếu phải tự lắp từng vòng xéc măng thì phải chú ý đến loại vòng nào và cạnh vòng với dấu hiệu “Top” (trên) hướng về phía đỉnh piston. Phải luôn luôn sử dụng kìm vòng xéc măng.

Nếu độ hở hướng trục trong những rãnh xéc măng lớn hơn từ 0,025 mm đến 0,04 mm tùy theo thiết kế piston, có thể dẫn đến bó cạnh và “bơm” của xéc măng, nghĩa là khi vòng rãnh bị tán ra quá rộng, các vòng sẽ tác động như máy bơm, bơm dầu vào buồng đốt. Vòng xéc măng sau khi lắp vào piston cũng nên có độ hở va đập từ 0,2 mm đến 0,3 mm, nếu không chúng sẽ bị ngăn trở trong hiệu ứng đàn hồi và có thể bị gãy. Nếu độ hở quá lớn sẽ dẫn đến thất thoát khí. Độ hở có thể được kiểm soát với một căn mẫu bằng cách đặt thử vòng không có piston vào lỗ khoan xy-lanh.
Việc lắp ráp chốt piston được trình bày trong chương “Thanh truyền”.
Lắp ráp khóa chốt piston
Khóa chốt piston chỉ được phép lắp ráp với kìm lắp ráp để không gây ra hư hỏng lỗ khoan chốt. Khi bóp vòng khóa lại, phải cẩn thận tránh để vòng bị biến dạng vĩnh viễn và mất lực căng sẵn có cũng như vị trí cố định. Vòng khóa được lắp ráp chính xác khi khe hở nằm ở đúng vào phía trên hay phía dưới trong đùm chốt piston. Để kiểm soát vị trí cố định của vòng trong rãnh, người ta xoay thử với một chìa vặn vít, khi đó phải cảm nhận được một lực cản đáng kể. Không được sử dụng lại những vòng khóa cũ đã tháo ra.
Lắp ráp piston
Khi cần thiết, rửa cẩn thận piston đã lắp xéc măng với xăng sạch, làm khô với khí nén và sau đó bôi dầu kỹ lưỡng tất cả mặt trượt. Sự dơ bẩn có thể dẫn đến hư hỏng piston! Chú ý đến độ hở đầy đủ giữa bệ chốt piston và lỗ thanh truyền để piston không bị ấn một phía lên thành xy-lanh.
Lỗ thanh truyền và ổ đỡ thanh truyền phải có trục song song với nhau. Khối xy-lanh hoặc xy-lanh phải được rửa cẩn thận trước khi piston được đặt vào. Khi đưa piston được bôi dầu kỹ lưỡng vào trong xy-lanh, những vòng xéc măng phải được bóp lại với một vòng măng sét để tránh bị hư hỏng.
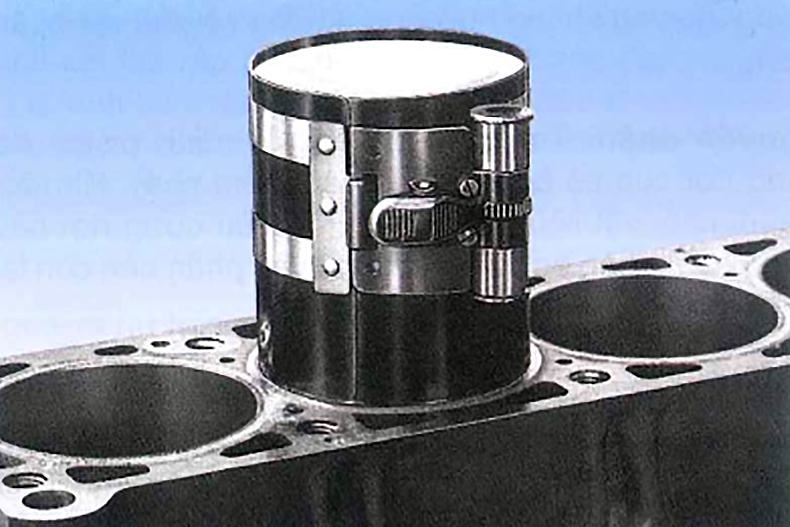
Trước đó, mỗi đầu hở của xéc măng được xoay so le 180° với nhau trên chu vi piston.
Khi piston được ráp đúng thì nơi đỉnh piston, trong hướng chốt về hai phía giữa piston và xy-lanh, khoảng trống phải đều nhau. Việc rà thử lại được thực hiện với thước lá, đồng thời cũng để kiểm soát di động góc đúng của thanh truyền.
Hướng lắp ráp của piston
Piston với trục chốt lệch tâm phải được lắp vào sao cho chốt piston lệch về phía áp suất. Đối với loại piston này và những piston với đỉnh có dạng đặc biệt, một dấu mũi tên được khắc trên đỉnh piston để chỉ hướng lắp ráp. Tuy nhiên hướng mũi tên đó quy định về phía nào thì tuỳ thuộc vảo từng nhà sản xuất. Có nhà sản xuất quy định hướng về bánh đà (hộp số) hoặc ngược lại. Cũng có nơi quy định là hướng về cửa nạp hoặc cửa xả của động cơ. Tuỳ vào mỗi hãng mà thợ phải tham khảo quy định của mỗi nhà sản xuất khác nhau.