Khi động cơ còn mới, lòng xy-lanh có hình trụ chính xác. Thời gian vận hành càng lâu thì càng tạo ra sự hao mòn đáng kể làm cho vòng xéc măng không thể bít kín được buồng đốt được nữa. Dầu máy lọt vào buồng đốt (tiêu thụ dầu cao) và nhiên liệu lọt xuống hộp trục khuỷu (làm loãng dầu). Hơn nữa độ nén giảm, công suất động cơ thấp và lượng tiêu thụ nhiên liệu tăng lên. Ngoài ra, động cơ chạy ồn hơn do piston lúc này sẽ bị nghiêng (lắc).
Lòng xy-lanh giữa iểm chết trên (ĐCT) và điểm chết dưới (ĐCD) hao mòn không đều do lực ngang của piston cùng giảm với áp suất cháy và do việc bôi trơn trong vùng ĐCT kém hơn.
Hao mòn lớn nhất xảy ra trong vùng ĐCT, lòng xy-lanh trở thành hình côn.
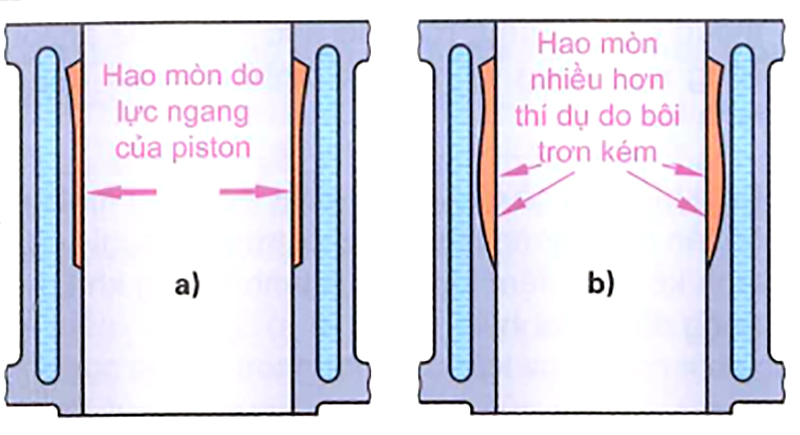
Khi hao mòn bất thường, thường do trục trặc của việc bôi trơn, nòng xy-lanh sẽ rộng ra (hình trên bên phải). Hao mòn phân bố không đều trên chu vi xy-lanh mà biểu hiện chính theo hướng của lực ngang, và bị tăng lên do piston nghiêng (lắc). Độ hao mòn thông thường nằm trong khoảng 0,1 mm đến 0,2 mm trên mỗi 100.000 km vận hành.
Kiểm tra mặt trượt xy-lanh: Sự hao mòn của mặt trượt xy-lanh được đo bằng một thiết bị đo trong có trang bị đồng hồ đo. Để xác định được độ mòn, việc đo trước tiên xác định hướng của trục chốt piston, sau đó đặt đồng ho đó vuông góc với trục này (Trục chốt piston là hướng ít hao mòn nhất, trong khi trục vuông góc với nó là trục hao mòn chủ yếu). Các điểm đo được thực hiện tại khoảng 10 mm phía dưới ĐCT, ở khoảng giữa của ĐCT và ĐCD, và chừng 10 mm phía trên ĐCD. Ở vị trí này là nơi hao mòn diễn ra nhiều nhất do là nơi tiếp xúc với vòng găng của piston.


Xác định đường kính chính xác của xy-lanh: Trước tiên xy-lanh được đo gần đúng với một thước cặp (thí dụ 80,5 mm). Từ đó chọn ra một đầu đo thích hợp (thí dụ 80 mm) có thang đo khoảng từ 9,5 mm đến 81,5 mm.
Tiếp theo, đồng hồ đo được hiệu chỉnh với một panme đo ngoài đã được định sẵn một độ dài, thí dụ 0,00 mm. Khoảng cách hai mặt đo của panme đo ngoài được cặp với thiết bị đo bên trong. Đồng hồ o được chỉnh trở về 0.
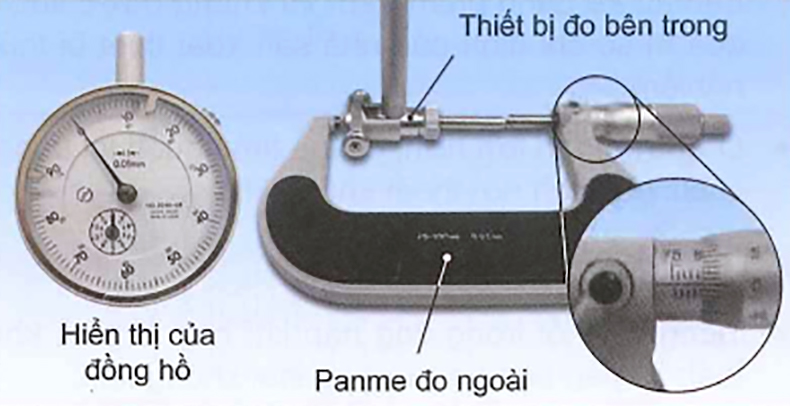
Sau khi đưa đầu đo vào trong xy-lanh, thiết bị đo bên trong được nghiêng qua lại theo một trục ngang thẳng góc với hướng đo (hình thứ 2 ở trên). Độ lệch nhỏ nhất có thể đọc được trên đồng hồ đo tương ứng với đường kính xy-lanh.
Để xác định đường kính, ta lấy trị số đã cài trước (80 mm) trừ đi trị số đo được (theo phần trăm) nếu đường kính xy-lanh nhỏ hơn 80 mm, hoặc cộng vào nếu đường kính lớn hơn 80 mm.
Gia công mặt trượt xy-lanh: Dạng trụ tròn phải được tái tạo qua doa hay mài khôn khi độ hao mòn trung bình trong khoảng:
- 0,5 mm ở động cơ xe cá nhân,
- 0,8 mm ở động cơ xe thương mại.
Doa được thực hiện tương ứng với kích thước dôi lên (oversize) từng cấp của xy-lanh, mỗi lần tăng lên 0,25 mm hoặc 0,5 mm. Tiếp đó, mài khôn được thực hiện trên máy mài khôn.
Lắp ráp ống lót xy-lanh:
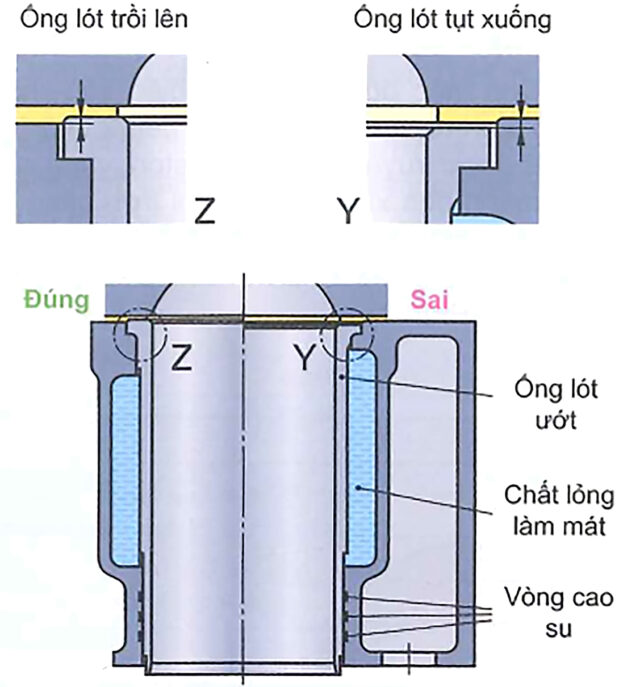
Ống lót xy-lanh khô: thường đã được gia công hoàn chỉnh. Độ lắp ghép được tạo ra ở mặt đẩy, vì vậy ống trượt có thể được ép vào với áp suất thấp. Ống trượt chỉ được khoan sẵn, được ép với độ dối vào lỗ khoan và được gia công hoàn chỉnh trong xy-lanh. Ống lót xy-lanh đặt vào không được nhô lên, chúng phải cùng phẳng với mặt trên hoặc thấp hơn khoảng 0,1 mm.
Ống lót xy-lanh ướt: được cung cấp trong tình trạng sẵn sàng cài đặt. Phần lớn chúng chỉ cần được đẩy nhẹ vào. Vòng cao su phải bít kín tốt, nhưng không được quá dày khiến ống bị biến dạng dưới áp suất, có thể dẫn đến bó kẹt piston. Đế của ống trượt thông thường nhô lên 0,1 mm. Đệm kín đầu xy-lanh không được có gấp mép quá dày. Gấp mép không được ấn lên thành trong của ống trượt, nếu không đế sẽ bị phá vỡ khi siết những bu lông đầu xy-lanh hoặc ống sẽ bị lệch. Đế không được phép tụt xuống, vì có thể khiến ống bị xê dịch.
Thay đệm kín đầu xy-lanh (Gioăng mặt máy hoặc gioăng quy-lát)
Những điểm sau đây phải được chú ý đến khi thay đệm kín đầu xy-lanh:
- Động cơ phải được làm nguội trước khi mở các bu lông đầu xy-lanh để tránh làm lệch đầu xy-lanh.
- Những phần keo dính chặt còn sót lại của gioăng cũ phải được loại bỏ.
- Mặt tiếp xúc của đầu xy-lanh và khối xy-lanh phải bằng phẳng. Những vị trí lồi lõm phải được gia công lại trên máy phay mặt phẳng.
- Độ dày của gioăng quy-lát phải đúng theo quy định của nhà sản xuất.
- Những lỗ thông của nước làm mát và của dầu động cơ phải khớp nhau.
- Sử dụng gioăng dày hơn khi đầu xy-lanh và khối xy-lanh đã được mài xuống, nếu không tỷ số nén sẽ thay đổi.
- Những cạnh viền buồng đốt của đệm kín không được nhô vào buồng đốt, nếu không có thể sẽ bị bén cháy.
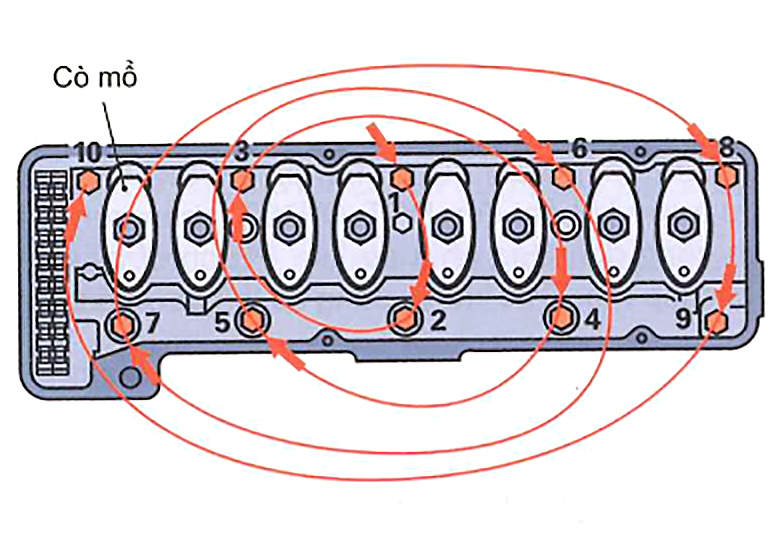
Siết bu lông đầu xy-lanh
Bu lông được siết lại hoặc nới ra theo một thứ tự nhất định được quy định trong chỉ dẫn sửa chữa. Sai lệch thứ tự này sẽ làm đầu xy-lanh bị lệch và không khít.
Khi siết, mô-men xoắn chỉ định và nếu cần thiết cả góc siết phải được giữ đúng. Theo quy định, phải sử dụng nguyên bộ bu lông mới (chú ý quy định của nhà sản xuất).