Nhiệm vụ
- Nối piston với trục khuỷu
- Biến đổi chuyển động thẳng của piston thành chuyển động quay của trục khuỷu
- Truyền lực piston lên trục khuỷu và tạo ra tại đó một mô-men xoắn
Ứng lực
- Áp lực theo chiều dọc do áp suất nén tác dụng lên đỉnh piston
- Lực gia tốc ở dạng lực kéo và lực nén theo chiều dọc do sự thay đổi liên tục của tốc độ piston
- Lực uốn trong thân thanh truyền do chuyển động lắc liên tục quanh trục chốt piston
- Ứng suất uốn do lực nén lớn
Để giữ lực quán tính nhỏ, khối lượng của thanh truyền nên nhỏ nhất có thể.
Vật liệu thanh truyền
Thanh truyền chủ yếu được sản xuất từ hợp kim thép nhiệt luyện được rèn trong khuôn, hoặc từ hợp kim bột thép thành chi tiết rèn nung kết.
Thanh truyền rèn nung kết có tính chất cơ học tốt hơn thanh truyền rèn khuôn. Tiết diện của chúng vì thế có thể nhỏ hơn và do đó trọng lượng thấp hơn. Trên thực tế không xảy ra dung sai trọng lượng. Trong quá trình sản xuất, đầu to thanh truyền đã hình thành lên hình dạng cuối cùng. Nó không được cưa đứt mà trước tiên được gạch hằn nét với tia laser và sau đó được bẻ gãy bằng nêm. Thanh truyền và nắp thanh truyền có cùng mặt gãy nổi hạt và bảo đảm một vị trí chính xác của nắp thanh truyền trên đầu to thanh truyền khi lắp ráp. Bu lông lắp sít (vít chốt) không cần thiết nữa.
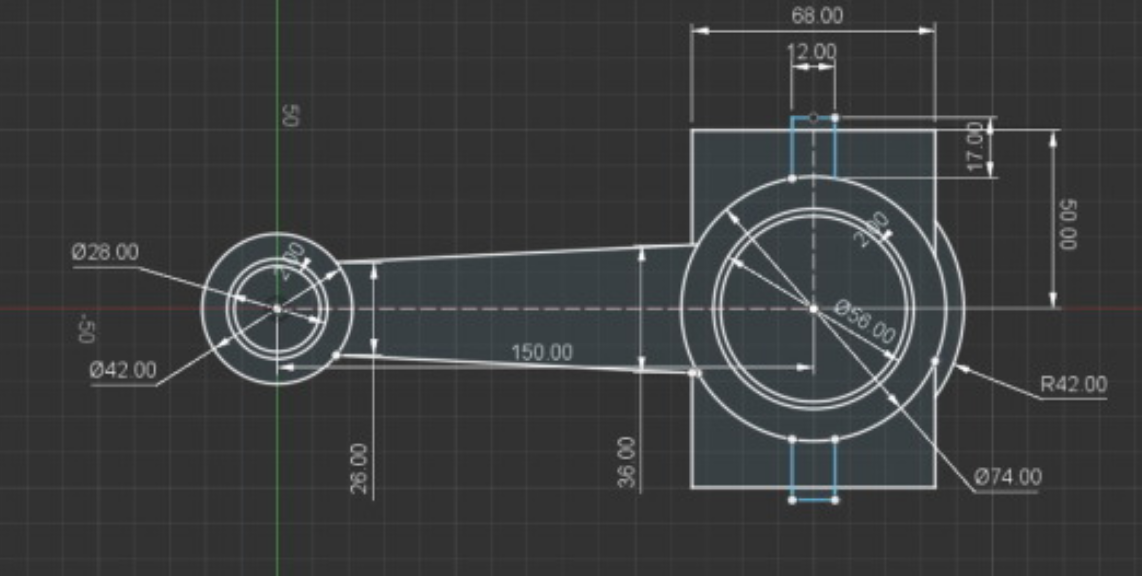
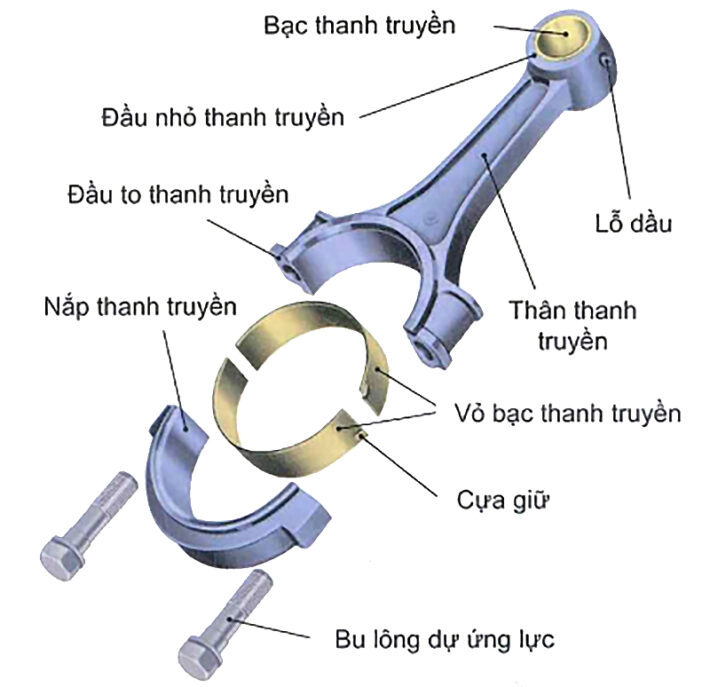
Cấu tạo
Đầu nhỏ thanh truyền là nơi chứa chốt piston. Khi chốt piston lắp tự do, một vòng bạc lót thường bằng hợp kim đồng (CuPbSn) được ép vào đầu nhỏ thanh truyền. Nếu chốt piston được nối cố định với đầu nhỏ thanh truyền bằng phương pháp ép nóng, nó được trực tiếp làm co lại trong đầu nhỏ thanh truyền.
Thân thanh truyền nối đầu nhỏ thanh truyền với đầu to thanh truyền. Để nâng độ bền uốn, tiết diện thường có dạng T kép.
Đầu to thanh truyền cùng với nắp thanh truyền bao quanh ổ đỡ trục khuỷu, là loại bạc trượt được chia đôi. Nắp thanh truyền thường được siết chặt lên đầu to thanh truyền bằng bu lông dự ứng lực.
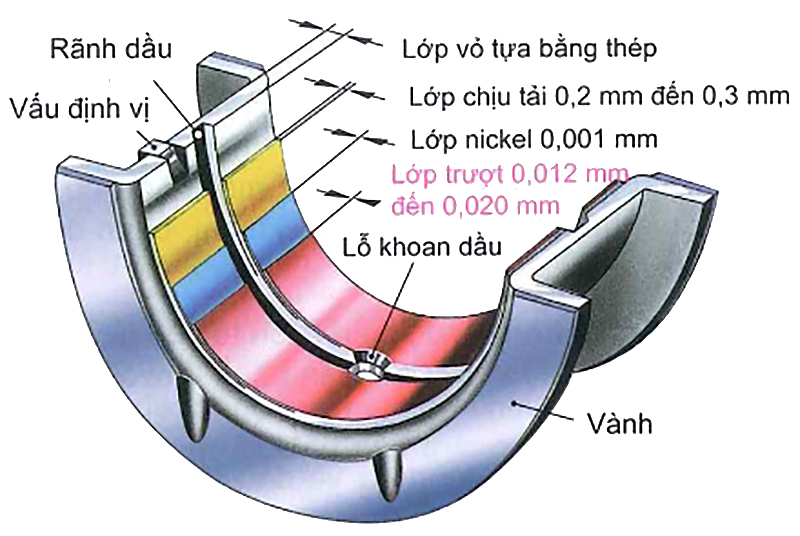
Lắp ráp thanh truyền trên chốt khuỷu được thực hiện giống như cổ khuỷu trong hộp trục khuỷu, với vỏ bạc nhiều lớp
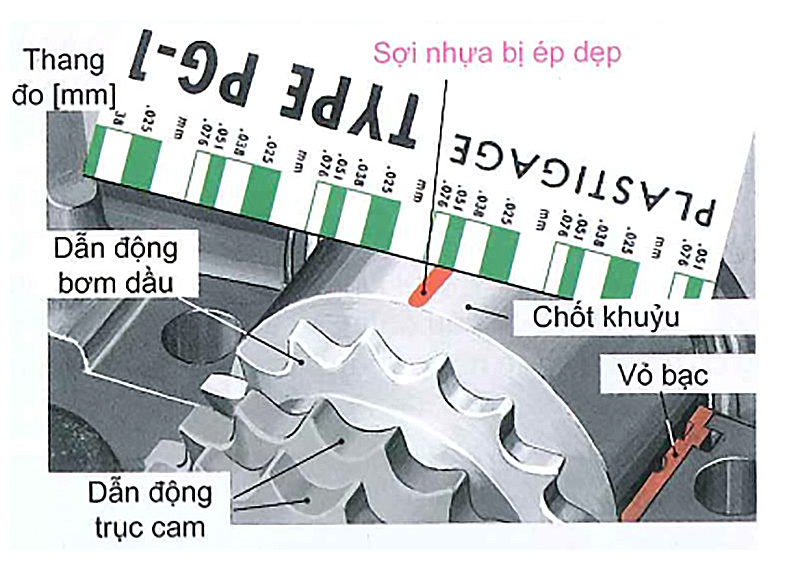
Độ hở ổ đỡ trục được nhà sản xuất quy định và có thể được xác định bằng cách đo từ ổ đỡ trục thanh truyền và chốt khuỷu. Khi sử dụng dụng cụ đo khoảng hở Plastigage, mỗi ổ đỡ trục phải được đo riêng.
Những dạng cấu tạo đặc biệt của thanh truyền
Thanh truyền hình thang: Nửa dưới của đầu nhỏ thanh truyền, nơi phải chịu áp lực chảy cao, được làm rộng ra, nửa trên hẹp hơn do chịu ứng lực ít hơn. Vì thế đầu nhỏ thanh truyền có dạng hình thang.
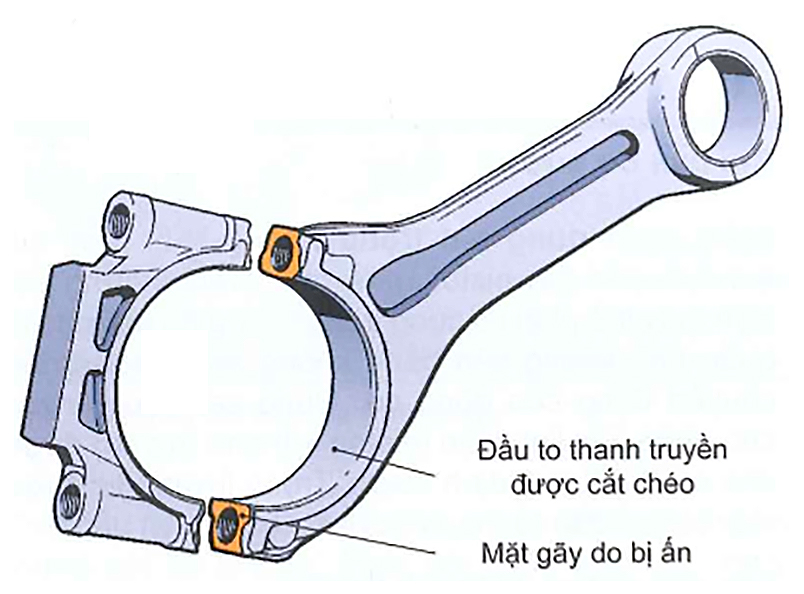
Thanh truyền cắt chéo: Do áp lực cao hơn ở động cơ diesel, đầu to thanh truyền thường phải cứng vững hơn, nên kích thước nơi đây lớn hơn đường kính xy-lanh. Việc tháo gỡ ra khỏi xy-lanh chỉ thực hiện được khi đầu to thanh truyền được cắt chéo.
Thanh truyền không được chia: Đầu to thanh truyền của động cơ hai thì một xy-lanh thường không được chia, do đó trục khuỷu phải được ráp từ nhiều chi tiết riêng lẻ. Có thể sử dụng ổ đỡ bi lăn thay cho ổ đỡ trượt.
Bôi trơn: Việc bôi trơn cho ổ đỡ thanh truyền được thực hiện với dầu động cơ, được dẫn đến chốt trục khuỷu từ cổ khuỷu qua một lỗ khoan. Bạc thanh truyền với chốt piston thường được bôi trơn đầy đủ từ dầu phun (lỗ khoan dầu ở đầu nhỏ thanh truyền như trên hình mô tả đầu tiên).